Calibration: Polycarbonate
Polycarbonate Calibration
I had a lot of problems getting polycarbonate to stick to the bed. In the end, I switched to Magigoo PC, increased the bed temperature to 120 C, and increased the chamber temperature to 65 C. That made it so my desiccant holder print printed until the end rather than failing in the first couple of layers. This eventually blobbed up around the thermocouple wire and broke the hotend heating assembly.
As part of my testing, I dropped the first layer speed down to 30mm/s, and the first layer infill to 50mm/s. I have not gone back and figured out which of these settings changes actually had an impact.
Temperature Settings

I can’t tell a difference in the temperatures. 280°C is what Bambu Studio uses, and seems as good as any. I did switch to using it for both the first layer and the rest of the layers.
- Nozzle Temperature: 280°C
- Bed Temperature: 120°C
- Chamber Temperature: 65°C
Flow Rate
- Flow Rate: 0.91

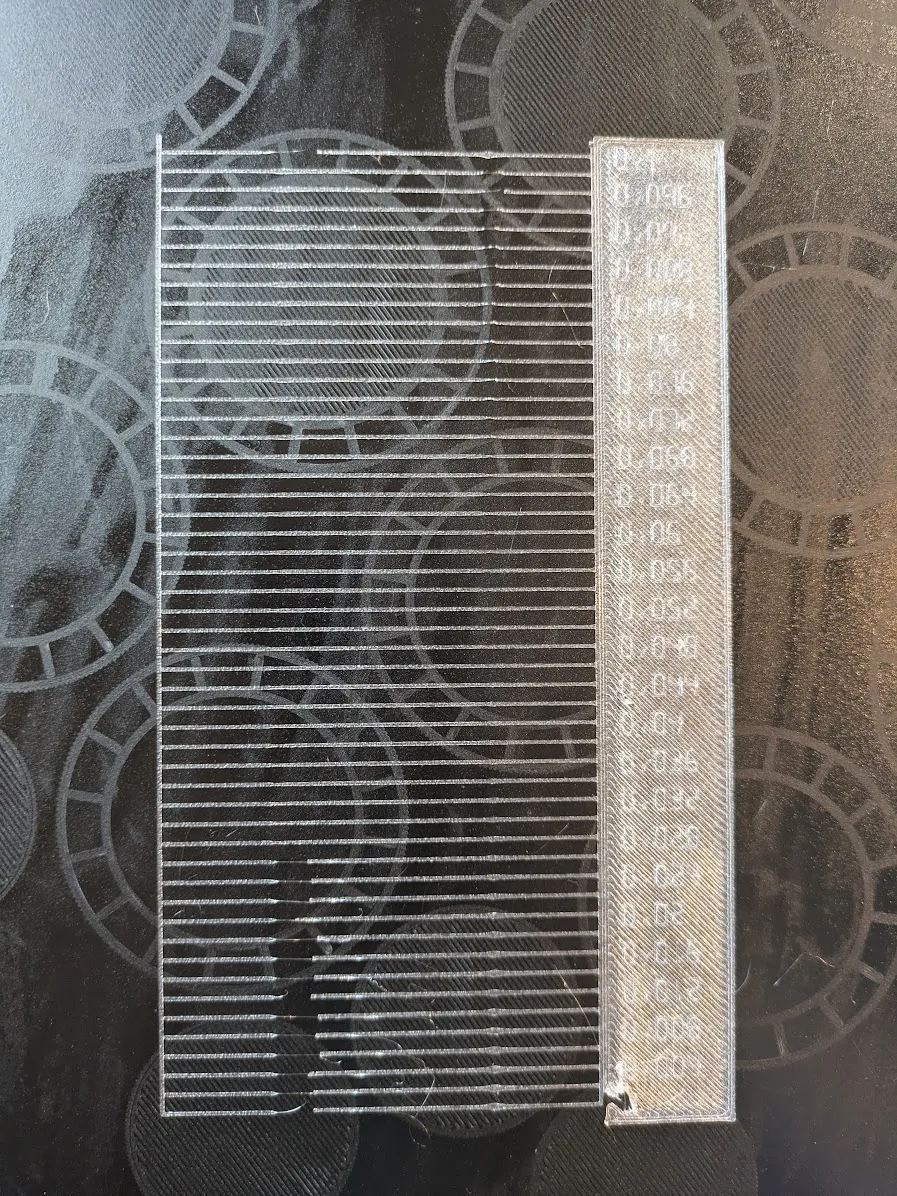
Pressure Advance
- Pressure Advance: 0.054
Retraction
- Retraction: 10mm
There doesn’t seem to be a difference. 10mm is what Bambu Studio uses.